![[about:title]](/style/newbanner.jpg)
由熱成型包裝機成型模設計注意事項可知,片材熱成型的要條件是加熱。將片材加熱到成型溫度所需的時間,一般約為整個成型工作周期的50%—80%。因此,盡量縮短加熱時間是提高工作效率的關鍵。在包裝機中采用預熱裝置正是為了縮短成型時的加熱時間。
那么影響熱成型包裝機成型的主要因索有哪些呢?
不向的片材,層厚不相似,其真空泵真空泵注塑成形溫暖因素和加水時刻均相異。片材的真空泵真空泵注塑成形溫暖因素有需的標準。真空泵真空泵注塑成形溫暖因素的下允許值是以片材在肌肉收縮大的范圍內不發紅或不現身明顯的的常見問題為度;上允許值則是片材不發升降架解和并不會在夾持架構上現身過多松垮的高的環境溫濕度廢。為了能讓延長丁作能力,贏得短的真空泵真空泵注塑成形周期怎么算,大多數熱真空泵真空泵注塑成形打包機真空泵真空泵注塑成形溫暖因素都歪向下允許值。舉例說明,主要采用了ABS片材真空泵真空泵注塑成形時,其低限真空泵真空泵注塑成形溫暖因素可低至127°,而高限則達180°。當主要采用了便捷真空泵真空泵真空泵注塑成形法肌肉收縮相關食品時,真空泵真空泵注塑成形溫暖因素為140°作用,深肌肉收縮時為150 °;當真空泵真空泵注塑成形最為比較復雜的相關食品時,則過高允許值為170°。 熱壓合標簽印刷機壓合時,因為硅膠摸具各一些的變化,表明片材各一些拉深情況發生發生并不差不多,怎樣易形成成品的軟硬本均。為緩和這些情況發生發生,可個性化會員服務兩類技術手段。之一是開發硅膠摸具的排出氣孔要科學合理占比;另一種是真對熱壓合標簽印刷機壓合時拉伸形變更加強列的一些要用適宜的花板遮敝,讓其少吸熱,令該處氣溫偏低一點。都是這樣會讓熱壓合標簽印刷機壓合成品的不規則性稍更好。但這些成品因為內熱應力應變的的關系,為此動態平衡性和自動化設備耐腐蝕性上也有決定。般的表演是受遮敝一些的動態平衡性特別小,另一方面有較高的抗沖力度。加快率先的壓合氣溫常能提高成品的內熱應力應變和達到很不錯的動態平衡性。 直接影響工藝品軟硬欠勻的另是一個重要因素是熱塑和拖曳片材的聲音波特率,也即是抽氣、氣脹的數率、或 熱成品進行包一鍵電腦裝機的成品摸具、助手沖模等的移動手機波特率。普遍而言的,波特率應盡量避免性地快,這對熱成品進行包一鍵電腦裝機成品本身就和還縮短成品壽命均極為有利。往往,可將出孔洞制作成長作文面窄的氣縫。是因為,過大的數率,卻會受到塑膠片流入的匱乏而使工藝品在偏凹或偏凸的位置形成板材厚度過薄的狀況。相反,過小的數率又會受到片材的先于保壓而發生開裂。拉深的數率根據于片材的平均室溫,往往,薄型片材的扎伸普遍都應快于厚型片材,是因為較薄的片材在成品時平均室溫上升最快。 除此之外,為著賺取更佳的定型安全性能,定型棋具和助手沖模應依照有所差異的塑料材質片材而選取適當的的平均溫度。圖一為為熱定型產品包電腦裝機定型片材的定型經濟條件和熱增大彈性系數。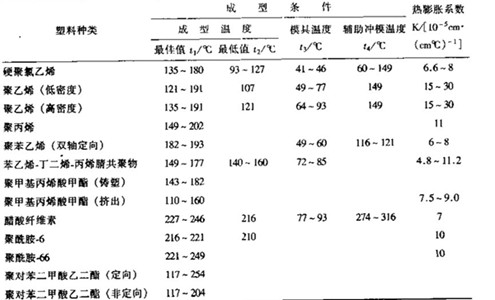
熱熔融包裝盒箱機片材熱熔融往后均緊貼著注塑黑色防靜電鑷子,在此將要面對一些起模故障 。起模肯定要保壓,按所述保壓方式步驟可選用無限循環水保壓或風冷。而是選用哪一個方式步驟,都肯定將熱熔融包裝盒箱機熔融食品保壓到變彎溫濕度之下才會起模。假如,聚氯乙稀保壓溫濕度為40°-50°,聚甲基水性聚氨酯甲酯為60°-70°,乙酸纖維素素為50°-60°。假若保壓欠佳,食品起模完之后變彎。但太過于保壓則在凸模熔融的情況下能由食品過快緊縮而緊包在注塑黑色防靜電鑷子上,因受起模造成很難。
相關文章:1.熱成型包裝機常用的成型方式
3.茶葉真空包裝機
 13589095288
13589095288 0531-88908865
0531-88908865